|
苏州街33号
2010-7-7 21:46:00
| |
|
老兵永远不死,他只是悄然隐去。
|
|

马琳限量yeo(马琳奥运冠军纪念版),无原盒、送拍套。底板+正反面胶皮共184克(其中底板88克,护边现已撕)。正面天 ...

【闲鱼】https://m.tb.cn/h.iSDDdV1?tk=hcOo5bi3Fqe HU287 「我在闲鱼发布了【蝴蝶王直板,蝴蝶,无码老铁泰克西姆,8 ...

【闲鱼】https://m.tb.cn/h.iRWqR4k?tk=wpzG5b7xUb7 CZ005 「我在闲鱼发布了【最新2026年K码,蝴蝶顶级日直单桧G~MAX ...

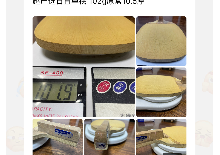
板子太多,便宜出一块蝴蝶板子横板。FL手柄,做工精致木纹漂亮。黄金重量88克,国行,保真。出给喜欢的球友。想看更多 ...

【买前必看】: 1、所有东西,一律保真,恕不单独议价; 2、两块打包才可议价优惠;3、如果不了解球拍的性能,请 ...



2025年斯帝卡卡雷巴套胶.鼎励杯乒乓球月赛于3月30号在海口龙华鼎励体育乒乓球举行,比赛项目青少年甲组、乙组,共有12 ...




2025年3月29斯帝卡月赛总43人参赛。 今天广州成师傅带着两个徒弟过来参赛。大徒弟谓之“楚钦”,二徒弟 ...

两张超级新的胶皮 仅试手成色 黑色729奔腾蓝海绵省套和红色亚萨卡飞龙省队特制版中硬 都是很好的胶皮不适合打法故出 ...

两张超级新的胶皮 仅试手成色 黑色杰沃解密54和绿色杰沃毒液53 顶级德套内能充足 单张卖解密120毒液180 两张一起288 ...

非市场版 选手注级别 比新vis等一系列蝴蝶套娃alc好打 详细可自找测评 原盒原卡都在 可配胶皮 正手杰沃解密54反手杰 ...


天津市东翔乒乓球俱乐部“斯帝卡”杯青少年&成人组公开赛圆满结束 2025年3月31日天津东翔俱乐部“斯帝卡 ...


2025年斯帝卡“卡雷巴套胶杯”梅州市乒乓球双人团体让分赛于2025年3月29日圆满落幕,此次比赛在梅州市壹嘉乒乓 ...




多尼克闫安真碳底板,蝴蝶VIS平替款 想买蝴蝶ViS预算不足的球友首选 外置碳素结构,手感好不木讷不发闷出球快,这是老 ...



斯蒂卡六边形赛博6底板cwt版,有原盒和防伪码以及一套砝码配件,底板无拉丝边缘有些磕碰不影响使用,横板fl柄 送拍子 ...

蝴蝶樊振东alc,日版有原盒但是暂时不在身边 底板只有正手面左上角一处磕碰痕迹 带两张胶皮一起出,正手neo普狂40度 ...

2025年3月22日下午15:00,由中得志体育悦动康乒乓球连锁俱乐部总部主办、北京常营校区承办的**“斯帝卡卡雷巴套胶青 ...

2025第二十三届“赛达-斯帝卡杯”系列青少儿单打积分赛比赛时间:2025年04月19日13:00签到、13:30正式比赛比赛地点: ...

出波尔 ALC,带胶皮,红色狂飙3,39度,黑色多尼克F1 改打羽毛球了,基本在落灰,一千四百多在店里一次性搞好的, ...


2025年3月22日下午,成都赛达乒乓球旗舰店热闹非凡,一场别开生面的青少儿乒乓球比赛在这里激情上演。本次比赛吸引了 ...









嘎嘎新,打的次数很少,直板超级张反手胶皮,日版未挂码,258包邮,联系qq 58465804 【闲鱼】https://m.tb.cn/h. ...
多尼克最新款旗舰特制级产品,底劲特别足板子超级有劲,单挑蝴蝶alc套娃系列无压力 超级稀有的st柄可遇不可求,成色 ...


2025年3月16日上午10时,由中得志体育悦动康乒乓球连锁俱乐部总部主办、无锡河埒口校区承办的**"斯帝卡卡雷巴套胶青 ...

一、主办与承办单位:宁波敏杰体育发展有限公司宁波易橙丰互联网有限公司 二、赞助商:宁波鸿森建设工程有限公司斯帝 ...

RT,出樊振东SA直板版面 无码蓝海绵国狂40.5(左右)离拍柄约1CM 且大一圈, 红色T05贴满。 蓝海绵国狂 ...

正品行货,优个网购买,纯木底板练手感的利器,380元甩卖了,可小刀。15563039071(微信)【闲鱼】https://m.tb.cn/h. ...


2025斯帝卡杯徒木乒乓三月乒乓球赛,来自全市的80余人参加了比赛。 本次赛事由安徽徒木体育培训学校黄山路分校主办, ...

一、比赛时间: 2025年3月29日周六下午14:30正式开始,14:00签到抽签。 2、 主办单位:梅州市梅江区芹洋半岛壹嘉 ...

弧圈利器,国行正品,L码,如图。【闲鱼】https://m.tb.cn/h.6aHsshQ?tk=pWuweqkMWqe HU108 「我在闲鱼发布了【波尔AL ...

多尼克闫安真碳底板,想买ViS蝴蝶预算不足的球友首选 外置碳素结构,手感好不木讷不发闷出球快,这是老版本的手柄处有 ...



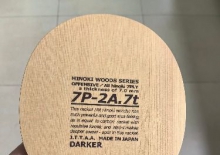
达克7P2A7t,达克底板,磕碰已拍出,无拉丝,无盒,签收后不退不换 关联蝴蝶,斯蒂卡,红双喜 微信13670828102 不 ...

“斯帝卡杯”喜迎4.23世界乒乓球日4.20个人报名系统分队混合团体赛主办单位:无锡铭越乒乓球俱乐部有限公司赞助商:斯 ...

避雷:德国J沃品牌乒乓球中国代理商 厦门给W体育用品有限公司老板刘某福(擅长虚报年龄,立单身人设,假装弱势无安全 ...





微信:15245157966 【闲鱼】https://m.tb.cn/h.TBRgL1s?tk=TBHkeL2nHFz CZ356 「我在闲鱼发布了【斯蒂卡玫瑰七】 ...

230元包邮CL CR WRB,只使用两次,无磕痕无拉丝,赠送普狂三和T05 微信:15245157966 闲鱼交易 ...




蝴蝶掌纹5纯木底底板,24年冬天在精英买的,,就用了一次十几分钟,不适合自己,300出。V:13513562121 ...

点链接或者图上有出处可鱼可私聊 【闲鱼】https://m.tb.cn/h.Ty6i3w1?tk=11vAeMyWW0r CZ321 「我在闲鱼发布了【蝴蝶 ...




买了用了不到一个月,反手蝴蝶罗泽娜,正手原胶皮撕了,送块没怎么用过的雷神锐龙9。 底板加两胶皮399出。 微信18 ...

2025年3月1日-2日济南市第一届“斯帝卡·启航杯”乒乓球邀请赛在启航国际乒乓交流中心拉开帷幕。 本次比赛共有300 ...



岸度创Carbotox Arabox,岸度底板,无磕碰,无拉丝,有原盒,签收后不退不换 微信13670828102 不要全新的,长期大量 ...

正值阳春四月,春暖花开的季节里,新征程举办了一场别开生面的高水平双人团体赛,本次比赛得到了斯帝卡公司的大力支持 ...

正值三八节的到来,也是阳春三月,春暖花开的季节里,新征程举办了一场迎接三八妇女节的三人团体赛,本次比赛得到了斯 ...

阳春三月,春风送暖,在“三八”国际妇女节来临之际,为丰富女性职工的业余文化生活,展现新时代女性积极向上、奋勇拼 ...






(2025第二赛季)斯帝卡悦动康友谊联赛中小学乒乓球大赛赛讯通知悦动康乒乓球(连锁)俱乐部即将举办2025年斯帝卡卡雷巴 ...




2025年吉优能中小学生开球网积分赛于3月1日下午圆满落幕。本次赛事采用"半日快赛制",在高效紧凑的赛程中完成U5-6岁、 ...

© 2024 精英乒乓网
经营许可证编号:冀B2-20180038 免责声明: 网站信息均有网友上传用于球迷免费分享,本站仅提供存储服务。如有来源标注错误或侵犯了您的合法权益,请与我们联系更正、删除。 客服电话:4006001289 客服QQ:4006001289(企业QQ)



 显身卡
显身卡


